Jeep Parts Wiki | Ford Parts Wiki
Home | Search | Browse
|
Corvair Chassis Shop Manual December 1964 |
|
Prev
 Next
Next
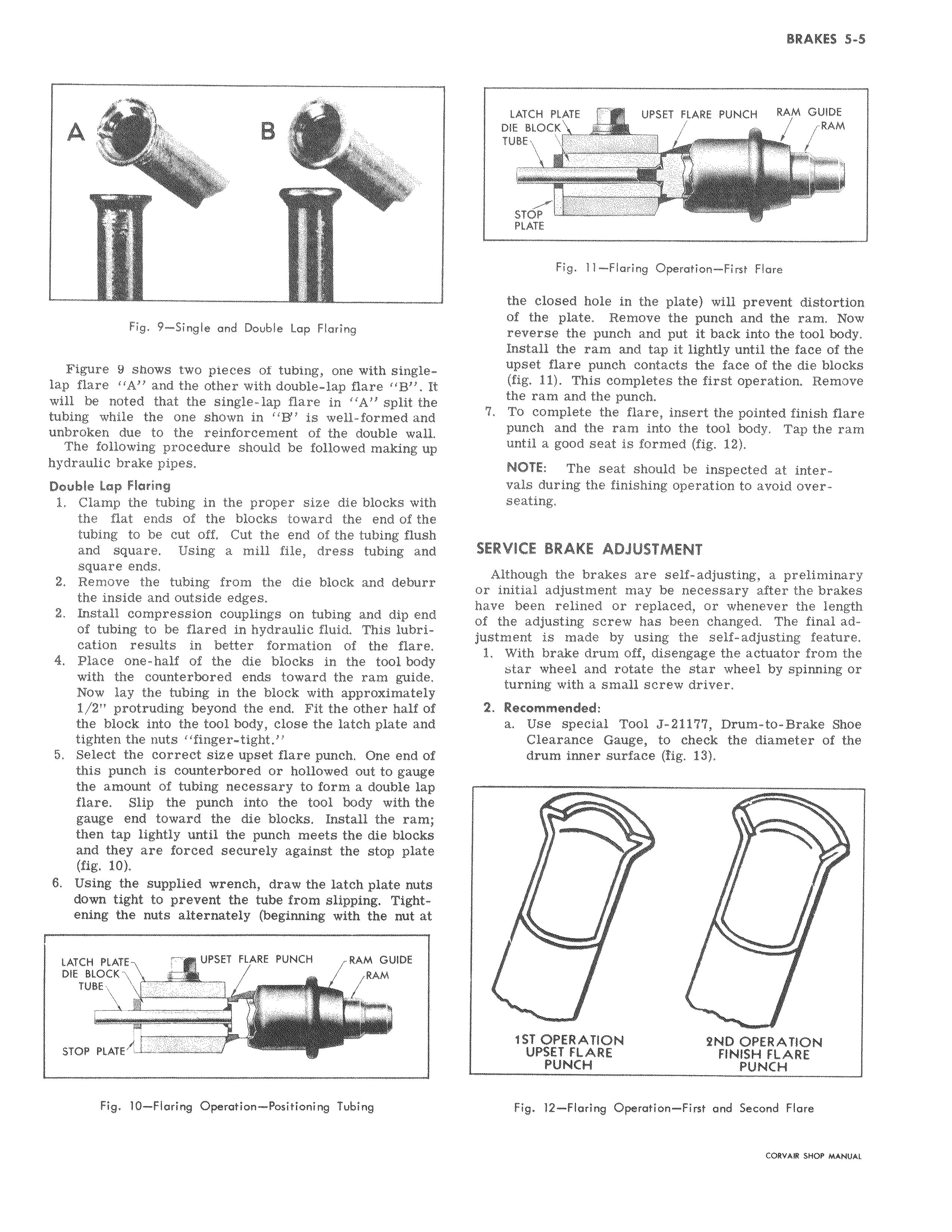
r qr B Fig 9 Single and Double Lap Flaring Figure 8 shows two pieces of tubing one with singlelap flare A and the other with double lap flare B It will be noted that the single lap flare in A split the tubing while the one shown in B is well formed and unbroken due to the reinforcement of the double wall The following procedure should be followed making up hydraulic brake pipes Double Lap Flaring 1 Clamp the tubing in the proper size die blocks with the flat ends of the blocks toward the end of the tubing to be cut off Cut the end of the tubing flush and square Using a mill file dress tubing and square ends 2 Remove the tubing from the die block and deburr the inside and outside edges 2 Install compression couplings on tubing and dip end of tubing to be flared in hydraulic fluid This lubrication results in better formation of the flare 4 Place one half of the die blocks in the tool body with the counterbored ends toward the ram guide Now lay the tubing in the block with approximately 1 2 protruding beyond the end Fit the other half of the block into the tool body close the latch plate and tighten the nuts finger tight 5 Select the correct size upset flare punch One end of this punch is counterbored or hollowed out to gauge the amount of tubing necessary to form a double lap flare Slip the punch into the tool body with the gauge end toward the die blocks Install the ram then tap lightly until the punch meets the die blocks and they are forced securely against the stop plate fig 10 6 Using the supplied wrench draw the latch plate nuts down tight to prevent the tube from slipping Tightening the nuts alternately beginning with the nut at LATCH PLATE UPSET FLARE PUNCH RAM GUIDE DIE BLOCK RAM TUBE i STOP PLATE Fig 10 Flaring Operation Positioning Tubing LATCH PLATE rl UPSET FLARE PUNCH RAM GUIDE DIE BLOCK RAM TUBE rrrrtin STOP i PLATE Fig 11 Flaring Operation First Flare the closed hole in the plate will prevent distortion of the plate Remove the punch and the ram Now reverse the punch and put it back into the tool body Install the ram and tap it lightly until the face of the upset flare punch contacts the face of the die blocks fig 11 This completes the first operation Remove the ram and the punch 7 To complete the flare insert the pointed finish flare punch and the ram into the tool body Tap the ram until a good seat is formed fig 12 NOTE The seat should be inspected at intervals during the finishing operation to avoid overseating SERVICE BRAKE ADJUSTMENT Although the brakes are self adjusting a preliminary or initial adjustment may be necessary after the brakes have been relined or replaced or whenever the length of the adjusting screw has been changed The final adjustment is made by using the self adjusting feature 1 With brake drum off disengage the actuator from the star wheel and rotate the star wheel by spinning or turning with a small screw driver 2 Recommended a Use special Tool J 21177 Drum to Brake Shoe Clearance Gauge to check the diameter of the drum inner surface fig 13 15T OPERATION 2ND OPERATION UPSET FLARE FINISH FLARE PUNCH PUNCH Fig 12 Flaring Operation First and Second Flare CORVAXt SHOP MANUAL