Jeep Parts Wiki | Ford Parts Wiki
Home | Search | Browse
|
Corvair Chassis Shop Manual Supplement December 1966 |
|
Prev
 Next
Next
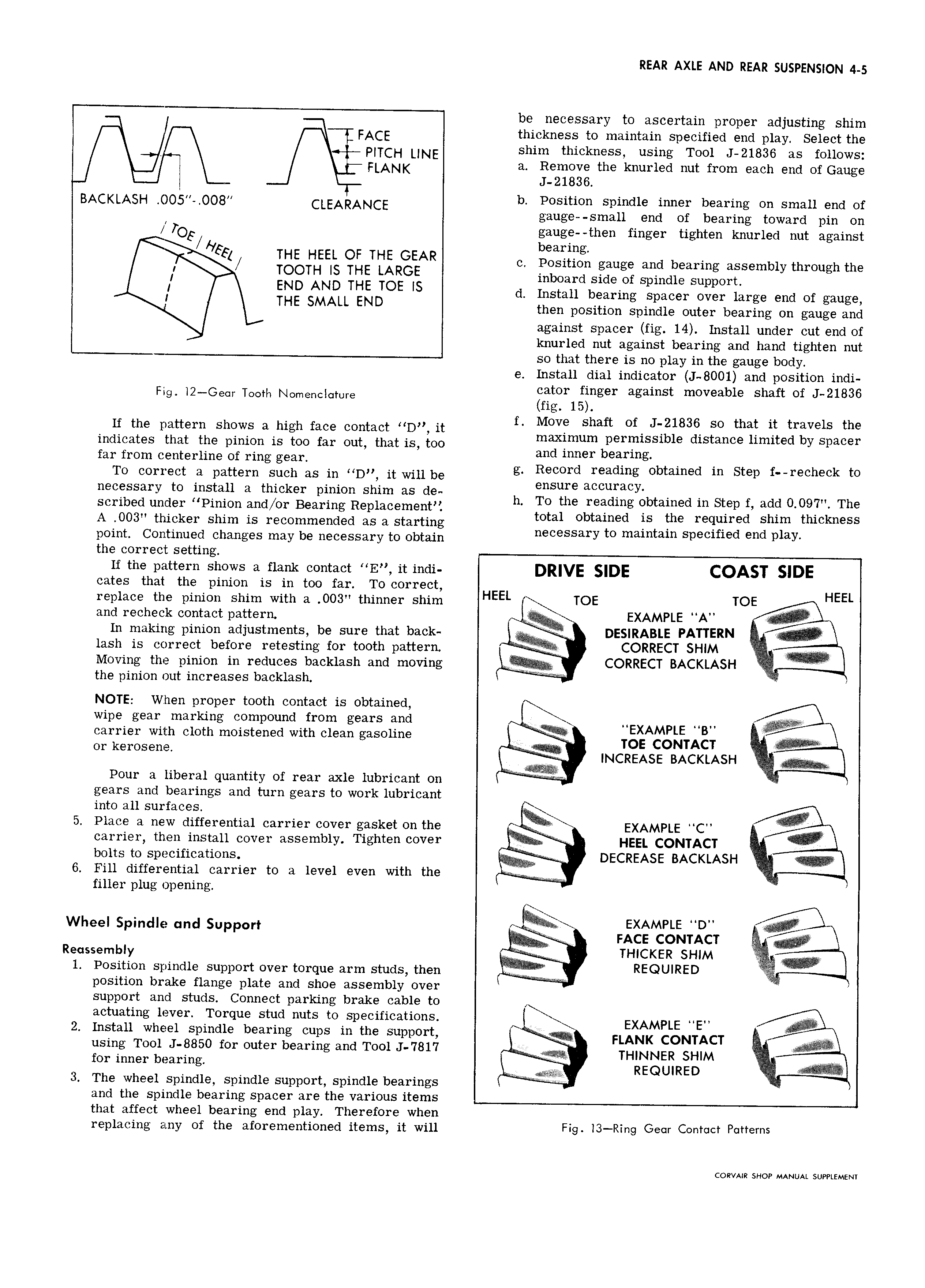
REAR AXLE AND REAR SUSPENSION 4 5 be necessary to ascertain proper adjusting shim FACE thickness to maintain specified end play Select the PITCH UNE shim thickness using Tool J 21836 as follows ELANK a Remove the knurled nut from each end of Gauge J 21836 BACKLASH OO5 OO8 CLEARANCE b Position spindle inner bearing on small end of gauge small end of bearing toward pin on rO gauge then finger tighten knurled nut against 76 bearing THE HEEL OF THE GEAR c Position gauge and bearing assembly through the L TOOTH IS THE LARGE inboard side of spindle support END AND THE TOE IS cl Install bearing spacer over large end of gauge THE SMALL END then position spindle outer bearing on gauge and against spacer fig 14 Install under cut end of knurled nut against bearing and hand tighten nut so that there is no play in the gauge body e Install dial indicator J 8001 and position indi Fig T2 G r Tooth Nomencmure gator finger against moveable shaft of J 21836 ig 15 lf the pattern shows a high face contact D it f MOVE Shaft Of JE21836 S0 tha i travels the indicates that the pinion is tea tar aut that is tas maxtmum pmtusslble dLSta hmmm by Spacer far from centerline of ring gear and Inner be rmg TO Correct a pattern Such as in D it Wm be g Record reading obtained in Step f recheck to necessary to install a thicker pinion shim as de ensure acculracy scribed under Pinion and or Bearing Replacement h TO the re dmg gbtamed m Step f ad 1097 The A 003 thicker shim is recommended as a starting total Obtamed IS Ihe reqqlred Shim thlckness point Continued changes may be necessary to obtain necessary to mamtam S 1 d end play the correct setting If the pattern shows a flank contact E it indi DRIVE SIDE COAST SIDE cates that the pinion is in too far To correct replace the pinion shim with a 003 thinner shim HEEL TOE TOE E HEEL and recheck contact pattern 2 a EXAMPLE A In making pinion adjustments be sure that back L DESIRABLE PATTERN V VA lash is correct before retesting for tooth pattern Y CORRECT SHIM 4 t Moving the pinion in reduces backlash and moving CORRECT BACKLASH the pinion out increases backlash NOTE When proper tooth contact is obtained wipe gear marking compound from gears and V t carrier with cloth moistened with clean gasoline Tg Ag gIi E A21 Vk 5 ZT k J Or kgrgsgng INCREASE BACKLASH Pour a liberal quantity of rear axle lubricant on EI gears and bearings and turn gears to work lubricant into all surfaces V 5 Place a new differential carrier cover gasket on the EXAMPLE C carrier then install cover assembly Tighten cover HEEL CONTACT A bolts to specifications DECREASE BACKLASH Q 6 Fill differential carrier to a level even with the Ai filler plug opening W P t Md S i i t l Fin ET Recssembly THICKER SHIM l Position s REQUIRED pindle support over torque arm studs then position brake flange plate and shoe assembly over H LL L support and studs Connect parking brake cable to actuating lever Torque stud nuts to specifications EXAMPLE E 2 Install wheel spindle bearing cups in the support a FLANK CONTACT using Tool J S850 for outer bearing and Tool J 7817 V v M THTNNER SHIM T for inner bearing RE QUIRED 3 The wheel spindle spindle support spindle bearings and the spindle bearing spacer are the various items that affect wheel bearing end play Therefore when replacing any of the aforementioned items it will Fig I3 R 9 G F C f I P f m CORVAIR SHOP MANUAL SUPPLEMENT