Jeep Parts Wiki | Ford Parts Wiki
Home | Search | Browse
|
Corvair Chassis Shop Manual Supplement December 1966 |
|
Prev
 Next
Next
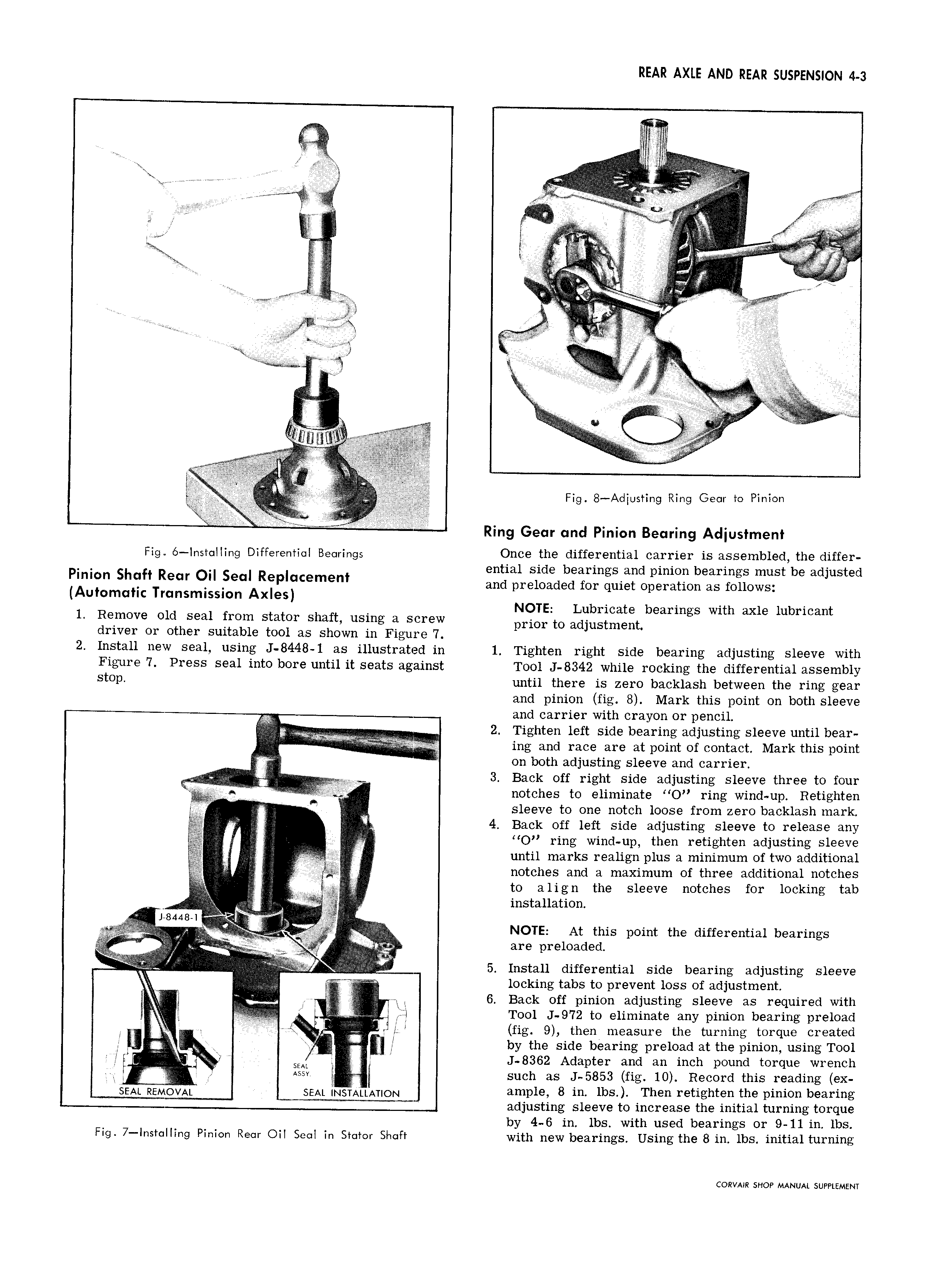
REAR AXLE AND REAR SUSPENSION 4 3 l lll t SES S I S MW Q i W y g l Z J g 7 kr I NR i V f i X iE i kywg 7 L M H I A rr V A I 1 2 ERRSSS ESSRL SEE I ECRS Q i E SES A A SS E SS R SAE ET l EA i it Vi I u ESAA Vi SSE a ESA u it SSSS ASASRS SRE S W V E ul ii B V I R ASSSS A i I SS F SRS Q ESSEES Ef 9 8 diU 9 R 9 GW P 1 vf SSRRA i To SSEARASS SSSAS Rgng Ggqr cmd Pinion Bearing Adjustment Fig 6 lnst lling Differential Benringr Once the differential carrier is assembled the differ P Sh H R O S I R I ential side bearings and pinion bearings must be adjusted m 9 ec ev m m and preloaded for quiet operation as follows Automatic Transmission Axles NOTE Lubricate bearings with axle lubricant 1 Remove old seal from stator shaft using a screw prim to adjustment driver or other suitable tool as shown in Figure 7 2 Install new seal using J 8448 1 as illustrated in 1 Tighten right side bearing adjusting sleeve with 9 Figure 7 Press seal into bore until it seats against Tool J 8342 while rocking the differential assembly stop until there is zero backlash between the ring gear and pinion fig 8 Mark this point on both sleeve and carrier with crayon or pencil g r g 2 Tighten left side bearing adjusting sleeve until bear ing and race are at point of contact Mark this point on both adjusting sleeve and carrier 3 Back off right side adjusting sleeve three to four I i notches to eliminate Ho mg winamp Renghten i f sleeve to one notch loose from zero backlash mark 1 Y 4 Back off left side adjusting sleeve to release any O ring wind up then retighten adjusting sleeve y t until marks realign plus a minimum of two additional Z notches and a maximum of three additional nOtCh S E to align the sleeve notches for locking tab Ii jj installation l 44 NOTE At this point the differential bearings am PI 10 d d i i fg j j 7 5 Install differential side bearing adjusting sleeve xjj locking tabs to prevent loss of adjustment i W j I K X 6 Back off pinion adjusting sleeve as required with in I i l Tool J 972 to eliminate any pinion bearing preload V iiii iii Q L fig 9 then measure the turning torque created B i H by the side bearing preload at the pinion using Tool L V 7 SEQ J 8362 Adapter and an inch pound torque wrench Assv il i such as J 5853 fig 10 Record this reading ex SEAL REM VAL i SEAL NS A LLAT ON ample 8 in lbs Then retighten the pinion bearing adjusting sleeve to increase the initial turning torque by 4 6 in lbs with used bearings or 9 11 in lbs Fig 7 Inst ling Pinion Rear Oil Seal in Smter Shqft with new bearings Using the 8in lbs initial turning CORVAIR SHOP MANUAL SUPPLEMENT