Jeep Parts Wiki | Ford Parts Wiki
Home | Search | Browse
|
Parts and Accessories Catalog 31 January 1964 |
|
Prev
 Next
Next
3735440
3735440
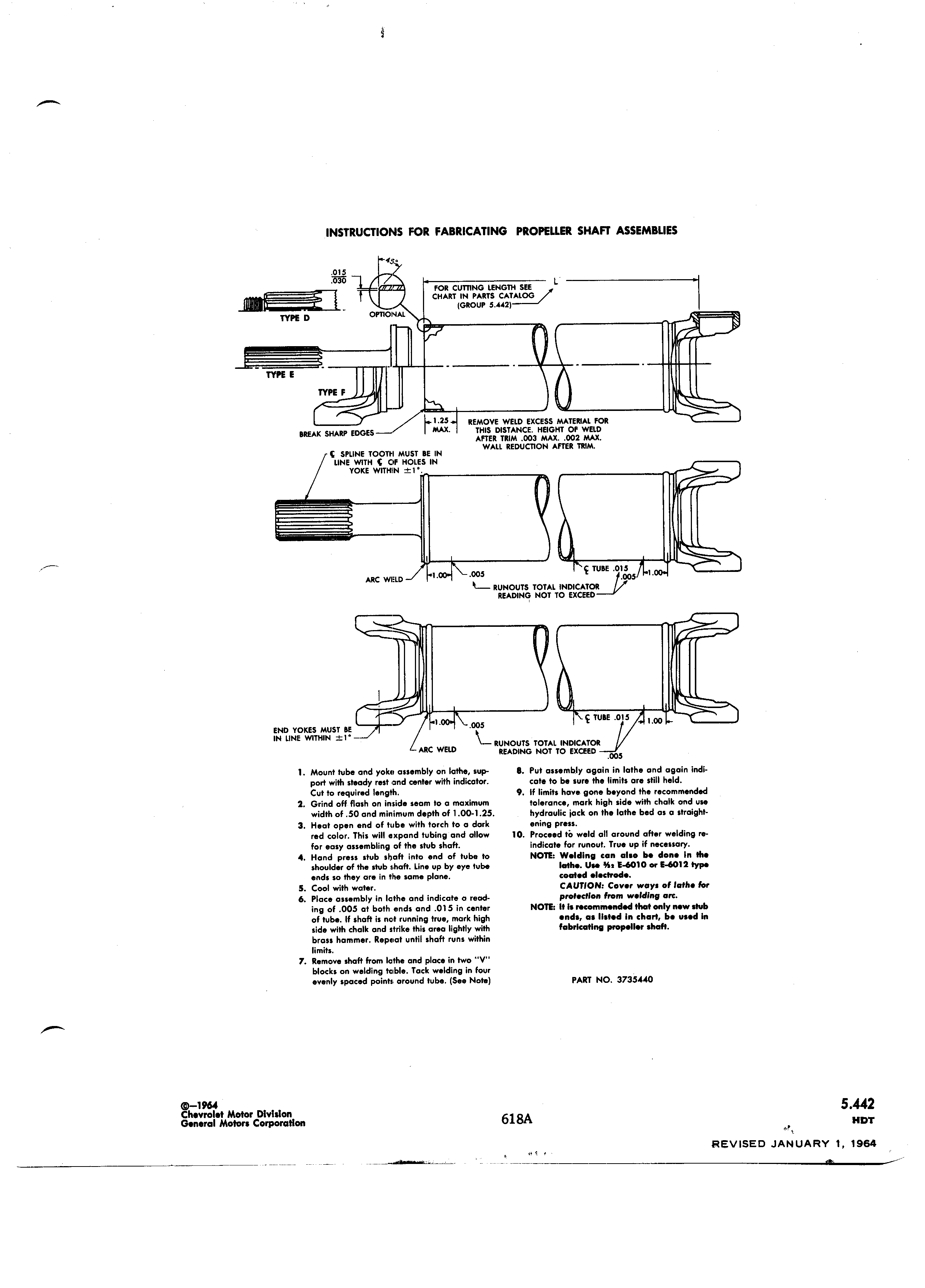
i f INSTRUCTIONS FOR FABRICATING PROPELLER SHAFT ASSEMBLIES 4 E2 030 LA M FOR cumNG I ENG1 1 1 see CHART IN PARTS CATALOG Icnour 5 442 WP D 0I rIoNAI lh i lll l Ilil TYPE F y 1 td 25 remove WELD excess MATENAI ron WK l 2li l iI 2 1 l WALL REDUCTION AFTER mm Q C sI I INe 10011 I Must ne IN LINE wmt C or HOLES IN Yoke WITHIN x1 I Q 005 crune 015 ARC wIaL0 5 005 K RUNOUTS TOTAL INDICATOR READINQ NOT TO EXCEED Q I L 005 Q TUBE 015 wo END vokes Must ee IN NE WITHIN 1 u RUNOUTS TOTAL INDICATOR Mic WE READING NOT to exceen 005 I Mount tube and yolui assembly on lathe sup 0 Put assembly again in lathe and again indi port with steady rest and center with indicator cate to be sure the limits are still held Cut to required length 9 lf limits have gone beyond the recommended 2 Grind off flash on inzside seam to a maximum tolerance mark high side with chalk and use width of 50 and minimum depth of 1 00 1 25 hydraulic iack on the lathe bed as a straight 3 Heat open end of tube with torch to a dark ening press red color This will expand tubing and allow IO Proceed to weld all around after welding re for easy assembling of the stub shaft indicate for runout True up if necessary 4 Hand press stub shaft into end af tube to NOTE Welding can also be done ln the shoulder of the stub shaft Line up by eye tube lathe Use n E 6010 or E 6012 type ends so they are in tihe same plane coated electrode 5 Cool with water CAUTION Cover ways of lathe for 6 Place assembly in lathe and indicate o read Pt I l TVN Wildltll F ing of 005 at both ends and 015 in center NOTE lt ls recommended that only new stub of tube lf shaft is nat running true mark high ends as llsted in chart be used ln side with chalk and strike this area lightly with fabricating propeller shaft brass hammer Repeat until shaft runs within limits 7 Remove shaft from lathe and place in two V blocks on welding t Ible Tack welding in four evenly spaced paints around tube See Nate PART NO 3735440 D 1964 Chevrolet Motor Dlvlslon 5 442 General Motors Corporation 618A apr Art t REVISED JANUARY 1 1964 A 7 7 W 7 7 4 7 4 41 A rl 4 I